Views: 0 Author: Site Editor Publish Time: 2026-07-13 Origin: Site








Procuring industrial piping for high-temperature and corrosive environments requires strict adherence to international standards. Failing to verify specifications before ordering can lead to critical system failures. You might face severe compliance penalties and experience massive project delays. This guide provides procurement managers and engineers a definitive checklist. We outline how to evaluate suppliers efficiently and accurately. You will learn how to secure product compliance, verify dimensional accuracy, and ensure supply chain reliability. Our scope focuses strictly on seamless austenitic configurations. We highlight essential evaluation criteria alongside verifiable quality control metrics. Evaluating a ASTM A312 stainless steel seamless pipe demands high technical diligence. By mastering these guidelines, you protect your critical infrastructure from premature material failures. You will confidently navigate the procurement process and secure highly robust piping systems for demanding applications.
Grade specificities dictate lifespan: Standard 304/316L grades suit general use, while aggressive chemical environments require specialized metallurgy like a 904L seamless pipe.
Documentation is non-negotiable: Never accept a shipment without an EN 10204 3.1 or 3.2 Mill Test Certificate (MTC) proving hydrostatic and non-destructive testing (NDT).
Supplier vetting requires technical alignment: Evaluate manufacturers based on raw material sourcing, production equipment scale, and explicit tolerance guarantees, not just per-ton pricing.
Buyers often confuse standard structural piping requirements during procurement. They mistakenly order standard tubes for high-temperature fluid transport systems. This fundamental error compromises entire engineering projects. Structural tubes lack the necessary testing protocols required for fluid containment. We must differentiate between general structural grades and dedicated transport materials.
ASTM A312 serves as the definitive standard specification. It covers seamless, welded, and heavily cold-worked austenitic pipes. These components handle high-temperature and general corrosive services. The standard dictates strict chemical composition limits. It also mandates specific heat treatment procedures. These thermal processes restore corrosion resistance after manufacturing. You must verify these exact standard requirements before finalizing any purchase order.
A crucial distinction exists between ASTM and ASME standards. The American Society for Testing and Materials (ASTM) governs general engineering material properties. The American Society of Mechanical Engineers (ASME) focuses heavily on pressure vessels. ASME codes regulate boiler construction and high-pressure fluid containment. System inspectors rely almost exclusively on ASME codes for safety approvals. An ASTM-only pipe might fail a rigorous boiler inspector review.
We strongly advise buyers to request dual-certified materials. You should specify a ASME SA312 stainless steel pipe to ensure broader regulatory compliance. Dual certification proves the material meets both general engineering and pressure vessel requirements. This strategy simplifies approval workflows. It also prevents costly delays during onsite system inspections. Manufacturers can easily provide this dual designation upon request.
The chemical composition of a stainless steel seamless pipe directly dictates performance. It governs resistance to intergranular corrosion and thermal fatigue. Selecting the wrong grade accelerates material degradation. You must match the metallurgy to the precise operating environment. Each fluid type requires specific alloy considerations.
Grade 304 serves as the most common baseline material. It offers excellent performance for general chemical processing. It handles organic chemicals and moderate thermal cycles well. Grade 316 provides a necessary upgrade for harsher environments. It contains added molybdenum. This element significantly boosts resistance to chloride-bearing environments. You should select 316 for coastal applications or saline fluid transport.
You must carefully verify the carbon content in these alloys. Standard grades contain higher carbon levels. High carbon causes carbide precipitation during welding procedures. This phenomenon is known as sensitization. Sensitization severely reduces localized corrosion resistance around weld joints. We recommend specifying "L" grades, like 304L or 316L. The lower carbon maximum prevents sensitization effectively. It ensures long-term integrity across all welded connections.
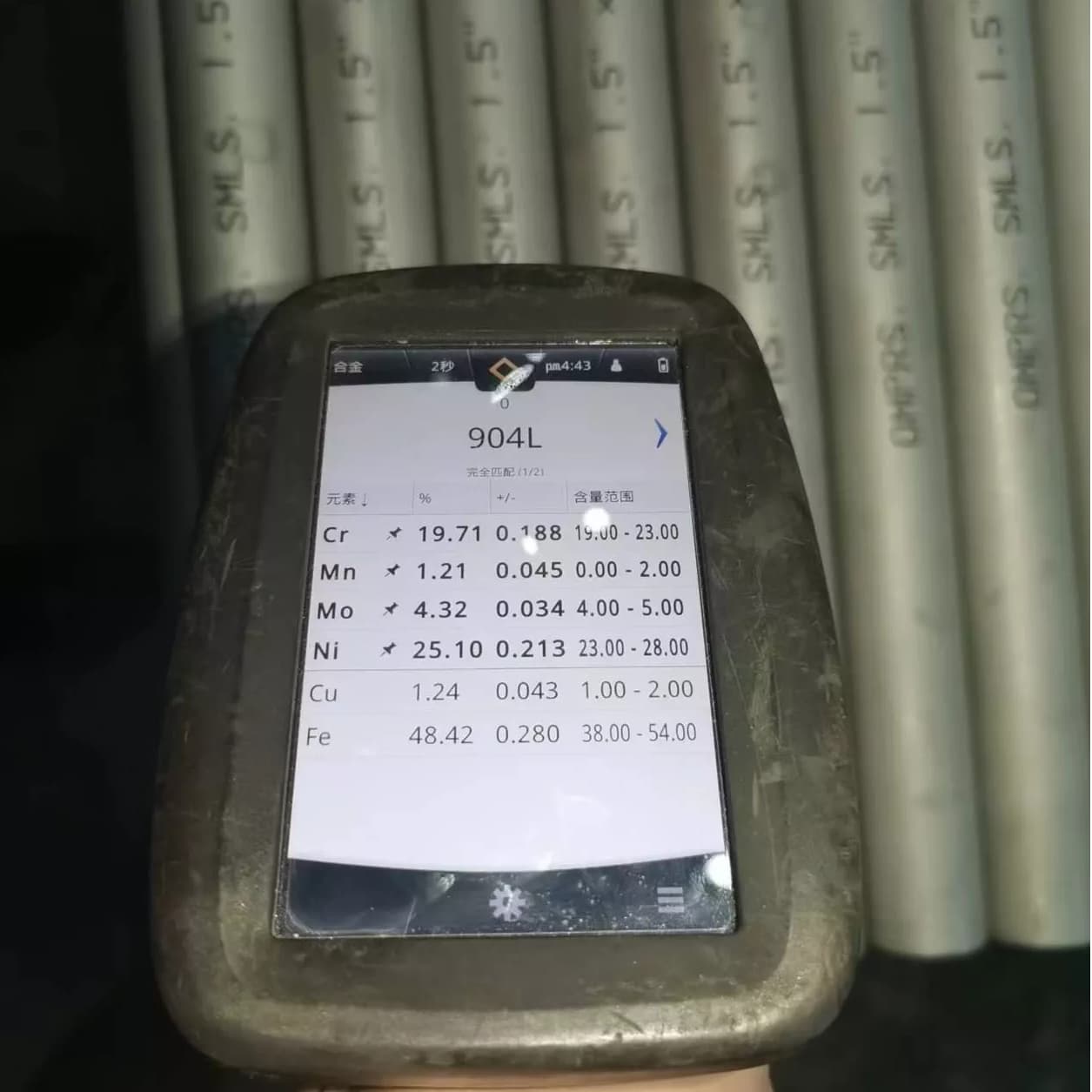
Certain aggressive environments quickly destroy standard austenitic grades. Severe chemical processing requires specialized high-alloy solutions. The 904L seamless pipe (UNS N08904) provides this necessary upgrade. It contains substantial additions of copper, nickel, and molybdenum. This unique chemistry delivers exceptional resistance against strong acids.
Engineers primarily specify 904L for sulfuric acid processing facilities. It also excels in handling phosphoric and acetic acids. Standard 316L degrades rapidly under these severe conditions. The 904L alloy withstands pitting and stress corrosion cracking effortlessly. It represents a highly reliable choice for critical chemical containment.
Implementing high-alloy solutions introduces specific technical challenges. Welding 904L requires highly specialized consumables. You cannot use standard filler metals. Welders must follow strictly controlled thermal procedures. These stringent requirements increase labor times. You must factor these specialized procedures into your installation planning. Proper execution guarantees the lifespan of these premium materials.
Inconsistent wall thickness creates severe fit-up issues during construction. Outer diameter variations prevent proper alignment prior to welding. These dimensional flaws slow down welding teams significantly. Labor expenses rise exponentially when pipe fitters struggle to align joints. Poor alignment also risks catastrophic joint failure under high pressure. Precise dimensional control remains absolutely critical.
The sizing framework relies on specific industry terminology. The Nominal Pipe Size (NPS) designates the approximate capacity. It does not represent the exact outer diameter (OD) for smaller pipes. Wall thickness is categorized by Schedule ratings. Common ratings include Sch 10S, 40S, and 80S. A higher schedule number dictates a thicker wall. Thicker walls naturally withstand higher internal pressures safely.
Schedule (Sch) | Relative Wall Thickness | Primary Application Environment | Pressure Rating Capability |
|---|---|---|---|
Sch 10S | Light / Thin | Low-pressure fluid transfer | Low to Moderate |
Sch 40S | Standard / Medium | General chemical processing | Moderate to High |
Sch 80S | Heavy / Thick | High-pressure containment | Very High |
You must actively verify manufacturing tolerances before accepting deliveries. ASTM A999 serves as the general requirements standard. It specifies allowable variations for all A312 products. Manufacturers must adhere strictly to these defined limits. Outer diameter variations must remain within very tight windows. Standard wall thickness tolerances allow a +/- 12.5% variation. However, you can negotiate tighter tolerances for critical automated welding applications. You should also verify weight and cut-length variations.
NPS Range (Inches) | OD Tolerance (Over) | OD Tolerance (Under) |
|---|---|---|
1/8 to 1-1/2 | + 1/64 in. (0.4 mm) | - 1/32 in. (0.8 mm) |
Over 1-1/2 to 4 | + 1/32 in. (0.8 mm) | - 1/32 in. (0.8 mm) |
Over 4 to 8 | + 1/16 in. (1.6 mm) | - 1/32 in. (0.8 mm) |
A supplier proves their reliability through testing transparency. Empty claims of high quality mean nothing in industrial engineering. Reputable factories back their claims up using standardized testing data. They welcome scrutiny from procurement teams. You must demand empirical evidence for every single batch produced.
The standard mandates specific mechanical testing protocols. Manufacturers must perform transverse or longitudinal tension tests. These tests verify the ultimate tensile strength. They also confirm the yield strength of the material. Factories must also conduct flattening tests on seamless pipes. Flattening tests check the ductility of the metal. They ensure the structural integrity remains uncompromised after cold working.
You must confirm the supplier's leak testing methodology. ASTM A312 requires either hydrostatic pressure testing or Non-Destructive Electric Testing (NDT). Hydrostatic testing fills the pipe using pressurized water. It physically confirms the component can hold pressure without leaking. NDT utilizes advanced Eddy Current or Ultrasonic technologies. NDT detects microscopic sub-surface cracks perfectly. We highly recommend specifying your preferred testing method clearly. Place this exact requirement directly inside your Purchase Order.
The Mill Test Certificate (MTC) represents the most critical document. You must look for a valid EN 10204 3.1 certificate. This specific document provides complete traceability. A valid MTC includes several mandatory fields:
Explicit heat number traceability linking directly to the steel melt.
Comprehensive chemical analysis showing exact alloy percentages.
Verified mechanical properties from independent lab testing.
Official sign-off records confirming successful visual and dimensional inspections.
The global steel supply chain constantly fluctuates. Material quality varies wildly between different manufacturing regions. Proper factory vetting prevents disastrous procurement outcomes. You avoid receiving substandard or mixed-grade materials. Strict evaluation protocols also prevent the ingestion of counterfeit-certified piping. You must assess technical capabilities thoroughly before issuing a Request for Quotation (RFQ).
Use this technical evaluation checklist when screening potential suppliers:
Raw Material Sourcing: Ask where they procure their base materials. Top-tier manufacturers use prime billets from highly reputable steel mills. Brands like Tsingshan or Baosteel provide excellent base metals. Avoid manufacturers melting unverified scrap metal.
Manufacturing Capability: Request a full equipment list. Verify they possess modern cold-drawing or cold-pilgering machines. Ensure their machinery easily handles your specific size and schedule requirements.
Third-Party Inspections (TPI): Demand TPI access. Ask if they allow SGS, TUV, or Lloyd's Register onsite. These agencies inspect the goods right before shipping. If a supplier refuses TPI access, consider it a massive red flag.
Packaging Protocols: Inquire about their export preparation. Ocean transit exposes metal to severe salt spray. Ask how they protect beveled ends. They should utilize heavy plastic caps. Require sturdy wooden casing to prevent surface contamination and transit damage.
Sourcing these critical industrial components requires a highly disciplined approach. You must move far beyond simple price-per-ton comparisons. Focusing purely on upfront expenditure often leads to disastrous system failures later. Procurement success depends entirely on grade accuracy and strict dimensional tolerances. You must demand verifiable testing documentation for every single delivery.
Take these actionable next steps to secure your supply chain. First, compile your exact technical requirements comprehensively. Document the required NPS, Schedule, Grade, Standard, and Cut Length. Second, explicitly list your preferred testing requirements and inspection protocols. Finally, consolidate these details into a standardized RFQ document. This systematic approach ensures accurate, apples-to-apples supplier comparisons. It ultimately guarantees the long-term safety of your entire fluid transport infrastructure.
A: Yes, they can be utilized for pressure vessels. However, they must be dual-certified as ASME SA312. This specific designation ensures the material meets the stringent ASME Boiler and Pressure Vessel Code (BPVC) requirements. Always verify this dual certification on the official testing documents.
A: Seamless pipes are extruded entirely from a solid steel billet. They contain no longitudinal weld seam. This provides higher pressure containment and superior uniform corrosion resistance. Welded pipes are formed from flat strip steel and welded shut. Seamless options are preferred for highly critical applications.
A: It provides a legally binding, fully traceable testing record. It originates from the manufacturer's independent testing department. It confirms the specific heat lot strictly meets all chemical and mechanical requirements defined by the standard. You cannot verify material integrity without this vital document.
A: You should upgrade to 904L when handling high concentrations of aggressive acids. It is ideal for sulfuric or phosphoric acid environments. It also excels in severe chloride conditions. In these extreme scenarios, standard 316L remains highly susceptible to rapid pitting and stress corrosion cracking.





















